 手機企騰網工廠優選|
手機企騰網工廠優選|


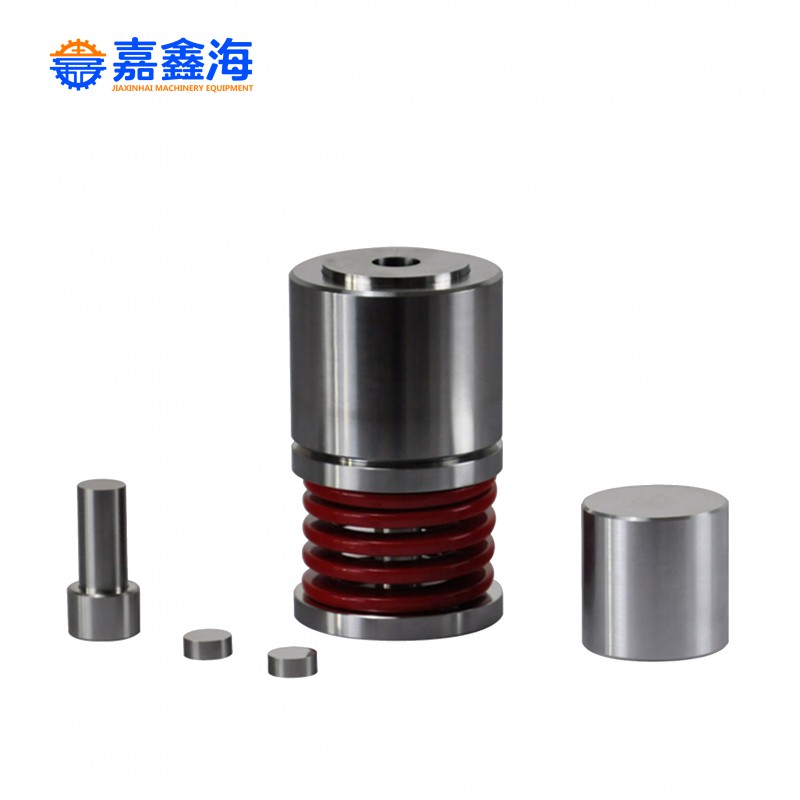
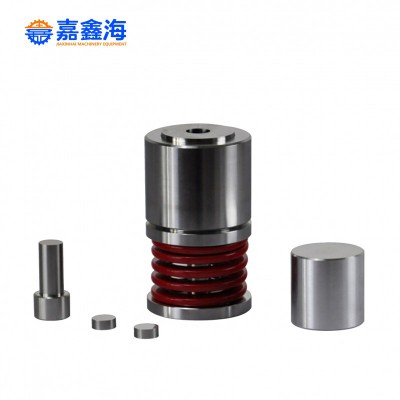
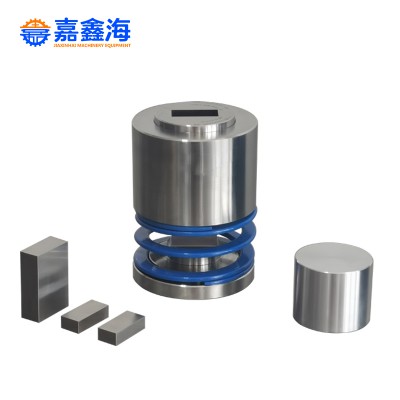









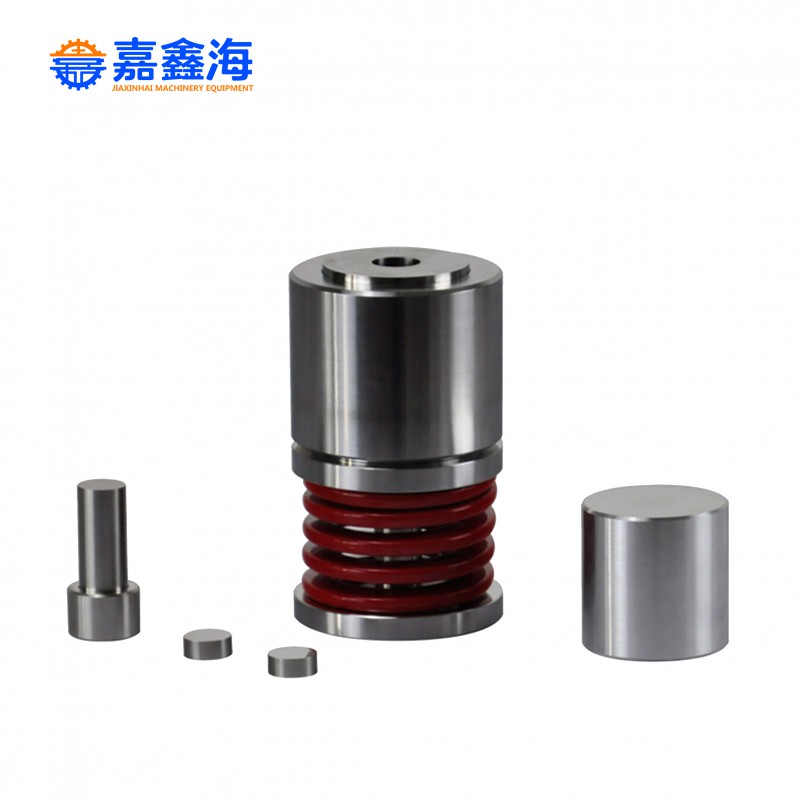
雙向加壓圓柱形開瓣模具即上下給壓,雙向施加壓力,使壓制成型的粉末樣品密度好,適用于對壓制成型的粉末樣品密度要求比較高的用戶選用。雙向加壓結合開瓣模具設計,即通過快速拆開模具外套來解決退膜過程中的樣品膨脹變形導致的樣品不成型問題。常用模具壓片尺寸:Ф3-Ф20mm;其它特殊模具尺寸、規格、形狀、材質等可根據客戶需求定做。
模具使用操作步驟:
1、將模具按照模具操作示意圖組裝好,并將腔體內裝好樣品;
2、將模具放置在壓片機的中心位置,加壓到樣品所需的壓力;
3、將模具從壓片機中拿出,按照模具退模示意圖拿掉模具底座,裝上退模套,放置到壓片機中心位置;
4、輕輕轉動壓片機手輪,用絲杠將樣品從模具套中頂出;
5、將模具從壓片機中取出,并輕輕取出樣品;
技術參數:
|
模具名稱 |
雙向加壓開瓣模具 |
|
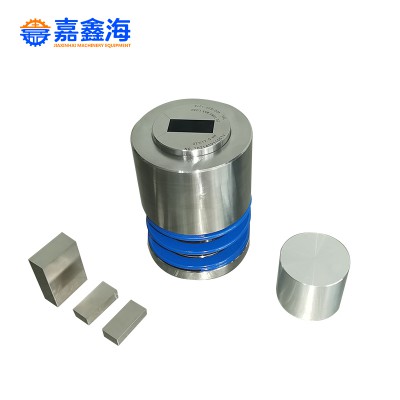
可壓制樣品形狀 |
各種圓柱形、方形等形狀,來圖定制 |
|
常用模具規格 |
Ф6、Ф8、Ф10、Ф12、Ф13、Ф15、Ф18、Ф20mm等 |
|
模具材質 |
合金工具鋼:Cr12MoV(可定制硬質合金鋼) |
|
模具壓頭硬度 |
HRC60-HRC62 |
|
模具腔體深度 |
40mm |
|
模具外形尺寸 |
Ф88×175mm |
|
模具重量 |
3.0kg |
|
模具壓強計算公式 |
油缸的面積/模具的面積×壓力表讀數=模具實際承受壓強。切勿超壓! |
|
模具備注 |
非標定制,以上指標僅供參考,可根據客戶需求定制各種規格、材質、形狀的模具 |
模具使用及保養:
模具每次使用時候應先將模具表面用無塵紙將模具擦干凈以免模具上的防銹油影響到樣品的測試結果,加壓時注意不得超過模具的承受壓力。模具使用后要及時將模具上的樣品清理干凈以免腐蝕模具,長時間不使用需要將模具涂上防銹油,放置在干燥的環境中保存。
1、將模具放置壓片機的中心位置,加壓時不得超過模具的承受能力。
2、模具表面如有樣品殘留無法清除,請不要用化學試劑清洗及浸泡;
3、模具長時間不使用,可以在模具的表面涂抹上防銹油以免模具生銹;
4、模具長時間不使用,需要將模具放置在干燥環境中保存。








