
全國客服熱線:010-53392860
 新聞中心產(chǎn)品分類聯(lián)系方式榮譽(yù)資質(zhì)友情鏈接
新聞中心產(chǎn)品分類聯(lián)系方式榮譽(yù)資質(zhì)友情鏈接


需要在設(shè)備上制作骨架時(shí)(人員少,工作量不足,無機(jī)械連接、單節(jié)鋼筋籠等情況) , 可
按人工制作方式生產(chǎn), 利用膠輥帶動(dòng)骨架轉(zhuǎn)動(dòng),可完成全部主、箍筋焊接生產(chǎn)。完工的
骨架不下設(shè)備,繼續(xù)進(jìn)行繞筋工作。還可在機(jī)器上點(diǎn)動(dòng)鋼筋籠,完成焊接;
機(jī)器上骨架制作過程;
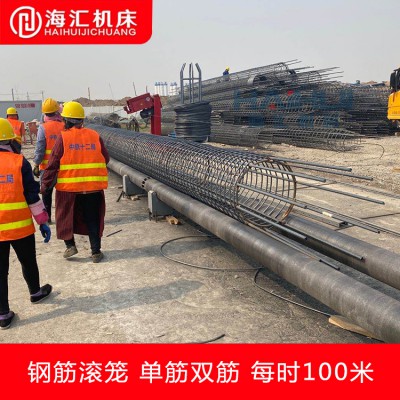
鋼筋滾籠機(jī)免費(fèi)教學(xué)-----路橋工程機(jī)械
備齊一節(jié)鋼筋籠所需箍筋按位置平放兩膠輥上,將一根主筋抬放于膠輥長度上方 ,調(diào)整
好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉(zhuǎn)至上方再補(bǔ)焊。
焊完一節(jié)主、主筋4-32毫米低速轉(zhuǎn)動(dòng)膠輥,抬D2根主筋準(zhǔn)備焊接。此時(shí)按選定生產(chǎn)工
藝確定旋轉(zhuǎn)方向,采用卡具(比子)制作骨架時(shí),待D2根主筋或多根主筋焊完后 ,主筋下
行。若采用掛鉤工藝則反向旋轉(zhuǎn) ,應(yīng)注意多根主筋焊好后有可能出現(xiàn)偏重,可將小車部
分;車架、圓盤、放線器、軌道、行走輪、電機(jī)等組成。
圓盤用于纏繞筋存放,繞筋通過放線器連接于骨架 ,骨架旋轉(zhuǎn)、小車直行 , 纏繞筋拉動(dòng)
圓盤自行轉(zhuǎn)動(dòng)。
河北省任澤區(qū)鋼筋籠滾籠機(jī)廠家
調(diào)速;按繞筋間距要求的10倍在車輪下方做記號(hào),數(shù)鋼筋籠轉(zhuǎn)10圈整 , 測量小車行走
距離,變頻調(diào)速至接近該數(shù)值為宜 ,并記住變頻調(diào)定值備用。也可直接在鋼筋籠上測量
與調(diào)整要求的間距值。在主機(jī)速度確認(rèn)不變后,根據(jù)變頻器初始參數(shù)0-50均分并計(jì)算,
可以快時(shí)間調(diào)到所需數(shù)值。確認(rèn)的1個(gè)或幾個(gè)數(shù)值記錄備用。場地足夠時(shí)可以不用小車
上的圓盤,在一定距離上將盤圓材料后倒臥放,纏繞筋直接通過放線器進(jìn)行繞筋工作,也
可以用調(diào)直機(jī)配合使用。













